ГОСТ 10884-94 - сталь арматурная термомеханически упрочненная для ЖБ конструкций
Настоящий стандарт распространяется на термомеханически упрочненную сталь гладкую и периодического профиля диаметрами 6-40 мм, предназначенную для армирования железобетонных конструкций.
Арматурную сталь подразделяют на классы в зависимости:
- от механических свойств-класса прочности (установленного стандартом нормируемого значения условного или физического предела текучести в ньютонах на квадратный миллиметр);
- от эксплуатационных характеристик-на свариваемую (индекс С), стойкую коррозионного растрескивания (индекс К).
Арматурную сталь изготовляют классов Ат400С, Ат500С, Ат600, Ат600С, Ат600К, Ат800, Ат800К, Ат1000, Ат1000К и Ат1200.
По согласованию изготовителя с потребителем арматурную сталь класса прочности Ат800 и выше допускается изготовлять гладкой.
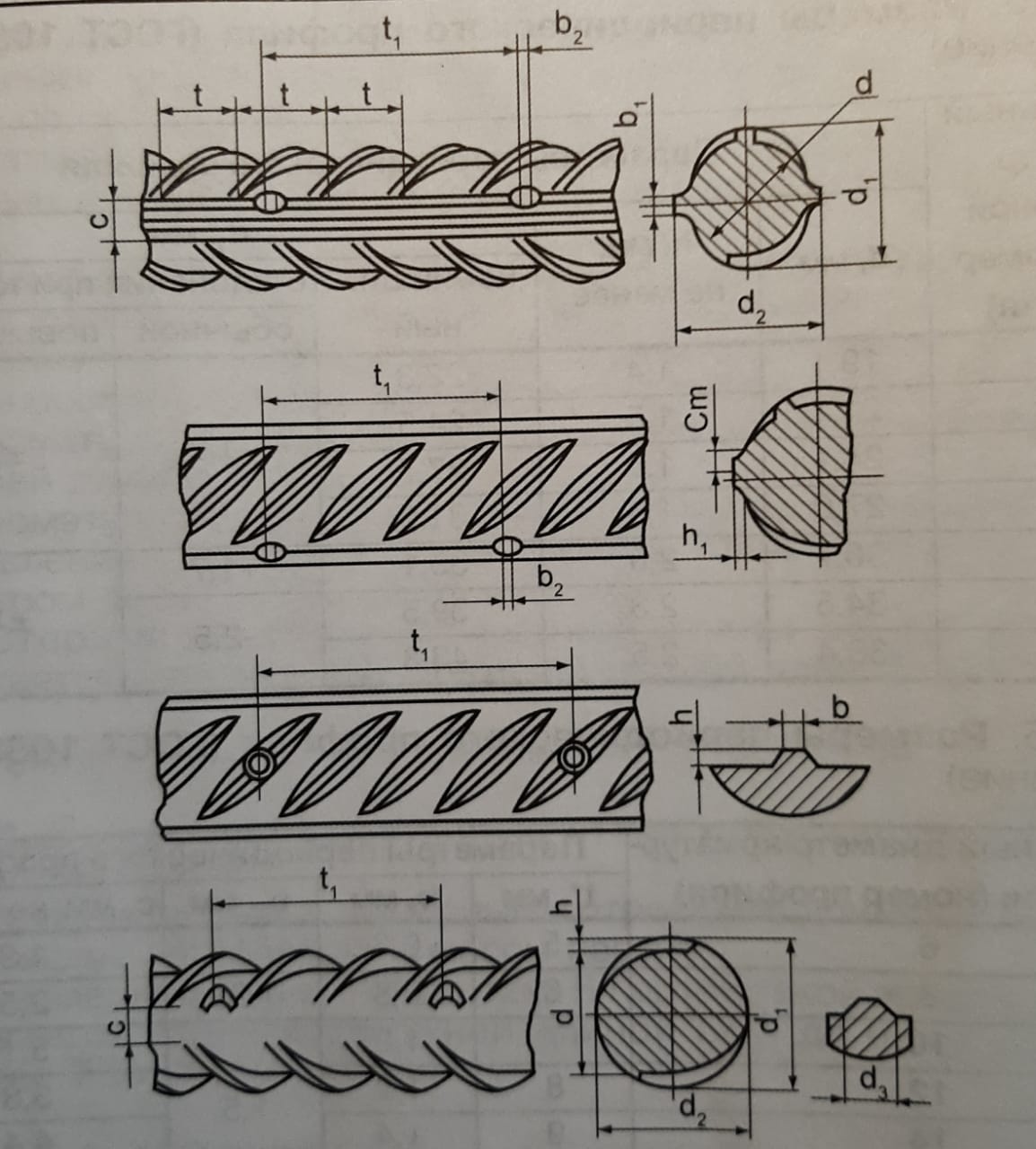
Таблица 5. Размеры периодического профиля (ГОСТ 10884-94)
| Номинальный диаметр арматурной стали (номер профиля) |
Параметры периодического профиля | ||||
| d, мм | h, мм (не менее) |
d1, мм | |||
| номинальный | отклонения при точности | ||||
| обычной | повышенной | ||||
| 6 | 5,8 | 0,4 | 7,0 | +0,8 | ±0,6 |
| 8 | 7,7 | 0,6 | 9,3 | -1,0 | |
| 10 | 9,5 | 0,8 | 11,5 | +0,9 | |
| 12 | 11,3 | 1,0 | 13,7 | -1,6 | |
| 14 | 13,3 | 1,1 | 15,9 | ||
| 16 | 15,2 | 1,2 | 18,0 | ||
| 18 | 17,1 | 1,3 | 20,1 | +1,2 | |
| 20 | 19,1 | 1,4 | 22,3 | -1,8 | ±0,8 |
| 22 | 21,1 | 1,5 | 24,5 | ||
| 25 | 24,1 | 1,6 | 27,7 | ||
| 28 | 27,0 | 1,8 | 31,0 | ||
| 32 | 30,7 | 2,0 | 35,1 | +1,7 | ±1,2 |
| 36 | 34,5 | 2,3 | 39,5 | -2,5 | |
| 40 | 38,4 | 2,5 | 43,8 | ||
Таблица 5. Размеры периодического профиля (ГОСТ 10884-94). Продолжение
| Номинальный диаметр арматурной стали (номер профиля) |
Параметры периодического профиля | |||
| t°, мм | b, мм | b1, мм | с, мм (не более) | |
| 6 | 5 | 0,6 | 1,00 | 1,9 |
| 8 | 6 | 0,8 | 1,25 | 2,5 |
| 10 | 7 | 1,0 | 1,5 | 3,1 |
| 12 | 8 | 1,2 | 3,8 | |
| 14 | 9 | 1,4 | 4,4 | |
| 16 | 10 | 1,6 | 5,0 | |
| 18 | 11 | 1,8 | 2,00 | 5,6 |
| 20 | 12 | 2,0 | 6,3 | |
| 22 | 14 | 2,2 | 6,9 | |
| 25 | 15 | 2,5 | 7,9 | |
| 28 | 17 | 2,8 | 2,50 | 8,8 |
| 32 | 18 | 3,2 | 10,0 | |
| 36 | 19 | 3,6 | 3,00 | 11,3 |
| 40 | 20 | 4,0 | 12,5 | |
Расстояние между окончаниями поперечных выступов С не должно превышать значений, указанных в вышеуказанной таблице.
Для арматурной стали диаметрами 6, 8 и 10 мм допускается сопряжение продольного ребра с поперечными выступами равной высоты при соотношении h/t⩾0,075.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом прокате их не контролируют.
Номинальные диаметры арматурной стали, площади поперечного сечения, линейная плотность (масса стержня длиной 1 м), предельные отклонения по размерам и массе, овальность и кривизна стержней должны соответствовать установленным таблицей 5 и ГОСТ 5781.
Арматурную сталь диаметром 10 мм и более изготовляют в виде стержней длиной, оговоренной в заказе.
Арматурная сталь диаметрами 6 и 8 мм изготовляется в мотках. Изготовление арматурной стали классов Ат400С, Ат500С и Ат600С диаметром 10 мм допускается в мотках.
Стержни изготовляют мерной длины от 5,3 до 13,5 м. Допускается изготовление стержней мерной длиной до 26 м.
Длина Стержней по требованию потребителя.
Свариваемую арматурную сталь допускается поставлять в виде стержней:
- мерной длины с немерными отрезками длиной не менее 2 м количестве не более 15% массы партии;
- немерной длины от 6 до 12 м. В партии такой арматурной стали допускается наличие стержней длиной от 3 до 6 м в количестве не более 7% массы партии.
Таблица 6. Массовая доля химических элементов по ковшовой пробе в углеродистой и низколегированной стали (ГОСТ 10884-94)
| Класс арматурной стали | Массовая доля химических элементов, % | ||||
| угдерода, не более | марганца | кремния | серы | фосфора | |
| не более | |||||
| Ат400С | 0,24 | 0,5-1,5 | 0,065 | 0,045 | 0,045 |
| Ат500С | |||||
| Ат600С | 0,32 | 0,6-2,3 | 0,6-2,4 | ||
| Ат600К | |||||
| Ат800 | |||||
| Ат1000 | |||||
| Ат1000К | |||||
| Ат1200 | 1,5-2,3 | ||||
Для свариваемой арматурной стали класса Ат400С углеродный эквивалент, определяемый по формуле Сэкв=С+Mn/8+Si/7, должен быть не менее 0,32%, класса Ат500С-не менее 0,40%, класса Ат600С-не менее 0,44%.
В указанной формуле С, Mn и Si-массовая доля соответствующих химических элементов.
Таблица 7. Отклонения от норм по химическому составу в готовом прокате (ГОСТ 10884-94)
| Химический элемент | Предельные отклонения, % |
| Углерод | +0,020 |
| Марганец | +0,100 |
| Кремний | ±0,100 |
| Сера | +0,005 |
| Фосфор | +0,005 |
Таблица 8. Механические свойства арматурной стали до и после электронагрева и также результаты испытаний ее на изгиб (ГОСТ 10884-94)
| Класс прочности арматурной стали | Механические свойства | |||
| Номинальные диаметры, мм | Температура электронагревателя, °С | Временное сопротивление разрыву, Н/мм2 | Условный или физический предел текучести, Н/мм2 | |
| не менее | ||||
| Ат400 | 6-40 | - | 550 | 440 |
| Ат500 | 600 | 500 | ||
| Ат600 | 10-40 | 400 | 800 | 600 |
| Ат800 | 10-32 | 1000 | 800 | |
| Ат1000 | 450 | 1250 | 1000 | |
| Ат1200 | 1450 | 1200 | ||
| Класс прочности арматурной стали | Механические свойства | Испытание на изгиб в холодном состоянии, градус | Диаметр оправки (d-номинальный диаметр) | |
| Относительное удлинение, % | ||||
| Δ5 | Δр | |||
| Ат400 | 16 | - | 90 | 3d |
| Ат500 | 14 | - | 90 | |
| Ат600 | 12 | 4 | 45 | |
| Ат800 | 8 | 2 | ||
| Ат1000 | 7 | |||
| Ат1200 | 6 | |||
При отсутствии прокатной маркировки концы стержней или связки арматурной стали соответствующего класса должны быть окрашены несмываемой краской.
Таблица 9. Цвета краски в зависимости от класса арматуры (ГОСТ 10884-94)
| Класс прочности арматурной стали | Цвет |
| Ат400С | белый |
| Ат500С | белый и синий |
| Ат600 | желтый |
| Ат600С | желтый и белый |
| Ат600К | желтый и красный |
| Ат800 | зеленый |
| Ат800К | зеленый и красный |
| Ат1000 | синий |
| Ат1000К | синий и красный |
| Ат1200 | черный |
Допускается окраска связок на расстоянии 0,5 м от концов.
Стержни упаковывают в связки массой до 10 т, перевязанные проволокой. По требованию потребителей стержни упаковывают в связки массой до 3 т.
При поставке в мотках каждый моток должен состоять из одного отрезка арматурной стали. Масса мотка - до 3т.
Моток должен быть равномерно перевязан по окружности не менее чем в четырех местах. Каждая из этих вязок должна иметь промежуточную стяжку (вязку), которая располагается на уровне средней толщины мотка.
К каждому мотку или связке стержней должен быть прочно прикреплен ярлык, на котором указывают:
- товарный знак или товарный знак наименование предприятия-изготовителя;
- условное обозначение арматурной стали;
- номер партии;
- клеймо технического контроля.
При несоответствии механических свойств арматурной стали маркировке, нанесенной при ее прокатке, фактический класс прочности должен быть указан на ярлыке и в документе о качестве, а концы стержней должны быть окрашены краской.
Таблица 10. Рекомендуемые марки углеродистой и низко-легированной стали для изготовления арматурной стали соответствующих классов (ГОСТ 10884-94)
| Класс арматурной стали | Обозначение по раннее действовавшей НТД | Номинальный размер | Марка стали |
| Ат400С | - | 6-40 | Ст3сп, Ст3пс |
| Ат500С | - | Ст5сп, Ст5пс | |
| Ат600 | Ат-IV | 20ГС | |
| Ат600С | Ат-IVС | 10-40 | 25Г2С, 35ГС, 28С, 27ГС |
| Ат600К | Ат-IVК | 10ГС2, 08Г2С, 25С2Р | |
| Ат800 | Ат-V | 10-32 | 20ГС, 20ГС2, 08Г2С, 10ГС2, 28С, 25Г2С, 22С |
| 18-32 | 35ГС, 25С2Р, 20ГС2 | ||
| Ат800К | Ат-VК | 18-32 | 35ГС, 25С2Р |
| Аи1000 | Ат-VI | 10-32 | 20ГС, 20ГС2, 25С2Р |
| Ат1000К | Ат-VIК | 20ХГС2 | |
| Ат1200 | Ат-VII | 30ХС2 |
